Abstract
To evaluate vibration level of a tapered roller bearing fully, a new measuring method is proposed, which can cover the vibration acceleration in three directions simultaneously. In the paper, a concept of primary vibration will be presented for three axis vibration picked up from an outer ring of bearing, and the corresponding vibration acceleration measuring system will be introduced. Experimental data will be given to illustrate the advantage of the new measuring technology in the evaluation of bearing vibration level. The research results show that the presented measuring method will be more valuable in evaluating the vibration level of tapered roller bearing used in a precision machine system.
1. Introduction
The industry standards of roller bearing vibration testing, including ISO 15242-1:2004 [1], ISO 15242-2:2004 [2], ISO 15242-3:2006 [3] are all based on the radial vibration of a bearing’s outer ring to evaluate its vibration level. It has greatly promoted the development of roller bearing manufacture technology in the past.
However, the roller bearing vibrates not only in radial direction, but also in axial and circumferential directions when it is working, especially for some types of bearings, such as tapered roller bearing, angular contact ball bearing, etc., whose axial vibration amplitude may be beyond radial one. Some precision machine combinations, such as rotation vector (RV) reducer in an industrial robot, require the roller bearing with a low vibrational level in any direction. Otherwise, the roller bearing with a high vibrational level will affect the performance of RV reducer. So, the vibration measuring method that only in one direction is not enough to assess the bearing quality. To improve the evaluation accuracy of roller bearing’s vibration, it is very necessary to develop three axis vibration measuring technology on the tapered roller bearing.
Fortunately, the miniaturization of three axis vibration acceleration sensor and rapid development of virtual instrumentation technology will provide the possibility of precise measurement of three-axis vibration for a tapered roller bearing.
Now a vibration sensor is made by ceramic material, bonded with magnetic base firmly, its lightest weight can be low to 1 gram, and the range of working frequency is from 2 Hz to10 kHz. ICP type three-axis vibration sensor can quickly pick up the three-axis vibration signal by a computer based instrument. When a sensor is set to the out ring of a bearing, the induced additional mass will change the vibration characteristics of the bearing. The lighter sensor mass is assurance to three axis vibration acceleration measurement with higher accuracy.
When data acquisition is carried out, the corresponding software will convert vibrational magnitude into the decibel values of bearing vibration in x, y, z direction and process the vibration data respectively, which will be used to evaluate the vibrational level of bearing. Therefore, the progress of compact sensor and graphical programming technology make it possible to develop three axis vibrations measuring technology.
2. Primary translational vibration
The outer ring in a bearing is a thin walled component, and its dynamic characteristic is dependent on the continuous elastic vibration. There are six degree of freedoms of vibration in the outer ring when the bearing is running. The responses level of different directions is mainly related to the excitations from manufacture error. The vibration response is a superimposition result of several orders of operational vibration modes, such as radial, axial and circumferential vibration modes, appeared in the thin walled component.
Meanwhile, the orthogonal structure of ceramics is installed in a vibration sensor, which can pick up the vibration mutually in three translation directions. Suppose the vibration acceleration ax, ay, az, and the torsional vibration acceleration ρx, ρy, ρz at the detecting point, here introduce a concept of primary translational vibration and primary torsional vibration. According to the principle of vector superposition, the primary translational vibration can be expressed as a vector:
and the primary torsional vibration:
Then, the magnitude of primary translational vibration is:
where the vibration magnitude A will reflect the vibration level in the primary translational vibration direction.
Therefore, the decibel value of primary translational vibration level L, similar to the ISO standard for one direction vibration, can be defined as follows:
where a constant a0=9.81×10-3 m/s2.
The primary translational vibration can reflect the vibration level at the detecting point on the outer ring of bearing on the Eq. (3). Therefore, it is reasonable that the primary translational vibration can be used in evaluating the running condition of the tapered roller bearing.
Vibration measurement system
To observe three axis vibrations and obtain the evaluation of translational vibration level, a tapered roller bearing is driven on BVT-8 device in the experiment, and test conditions are determined based on the ISO standard of bearing test, which includes driven speed and axial loading. A diagram of the vibration measuring system is shown in Fig. 1. CA-YD-193T three-axis vibration acceleration sensor, 10 gram weight, is set on the outer ring of the tapered roller bearing with a magnetic base. The three-axis vibration acceleration signal will be collected through a 16 bits data acquisition, YE6231 DAQ device, into a computer when BVT-8 device is running.
Developed measuring software by LabView is used to filter the three axis vibration signal, and the filter range is set from 50 Hz to 10 kHz. The vibration levels are transformed into decibel values and visualized on a screen.
3. Experimental data
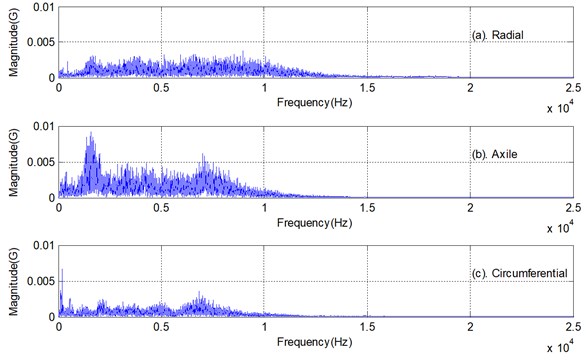
Taking a 30202 tapered roller bearing as an example, the bearing is used in a RV reducer of industrial robot joint, and the vibration characteristic of the bearing will affect the power transmission error of the RV reducer. On the basis of ISO 15242-3, the bearing test condition is determined. The driving speed is set at 900 rpm in the spindle of experiment rig, and axial loading force 110 N. 16 samples of bearings are involved in the vibration test. The time history records of the first vibration sample are shown in Fig. 2, and their spectrums are corresponding to Fig. 3, respectively.
Fig. 1Bearing three-dimensional vibration acceleration measuring system
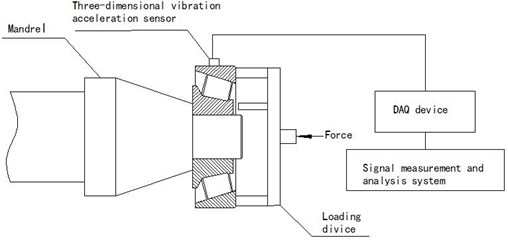
Fig. 2The time histories of the first bearing vibration sample in the test
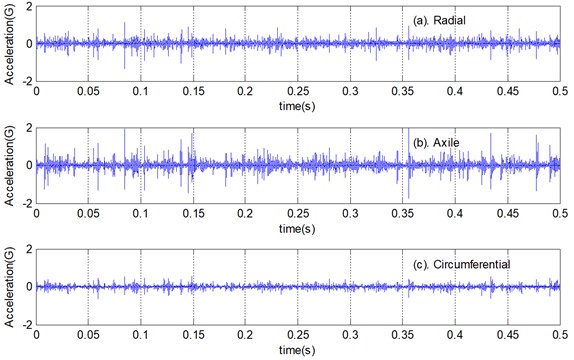
Fig. 3Spectrum of the first bearing vibration sample
All of experimental data of three axis vibrations are listed in Table 1. The statistical data has been clearly shown that the decibel value of axial vibration acceleration is greater than that of radial vibration in the majority case. So, it is obviously unreasonable to only use the radial vibration as an evaluation of vibration level in the measurement of the tapered roller bearing.
It is seen that for a tapered roller bearing, if the axial and radial vibration level almost has the same level, the level of primary translational vibration will be 1.4 times more than that of radial vibration, and that the evaluation difference will be about 3 dB. If the level of axial vibration is greater than that of radial vibration, the evaluation difference will be larger than 3 dB.
After applying the concept of primary translational vibration, the mean decibel value of vibration acceleration in the primary translational direction is 50 dB in the experimental data, which is beyond 5 dB over the radial vibration. The evaluation difference between the primary translational vibration and the radial vibration is large enough to pay attention. Therefore, the measuring technology of three axis vibrations can be used to evaluate the primary translational vibration, and it will help us to assess the quality of bearing manufacture.
Table 1Decibel values of 30202 bearing vibration acceleration in x, y, z direction
Bearing type | 30202 | ||
Z (radial direction) vibration level / dB | Y (axial direction) vibration level / dB | X (circumferential direction) vibration level / dB | |
1 | 40.3 | 43.4 | 37.2 |
2 | 45 | 44.8 | 38.1 |
3 | 45.3 | 44.2 | 38.8 |
4 | 45.9 | 46.9 | 39.8 |
5 | 47 | 47.8 | 41.6 |
6 | 42.9 | 45.1 | 39.4 |
7 | 45.5 | 47.2 | 40.6 |
8 | 46.6 | 50.3 | 43.2 |
9 | 46.8 | 46.4 | 41 |
10 | 46 | 46.7 | 40.5 |
11 | 42.7 | 43.8 | 37.9 |
12 | 43.8 | 46.5 | 39.7 |
13 | 43 | 45 | 37.5 |
14 | 48.3 | 50 | 43.5 |
15 | 46.5 | 48.3 | 41.8 |
16 | 46.8 | 49.1 | 42 |
Mean level | 45 | 47 | 40 |
Mean level of primary translational vibration 50 dB | |||
4. Observation tool
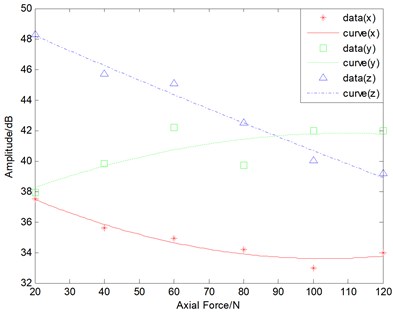
The measuring technology of three axis vibrations can be used in observing the vibration process when the working conditions, such as axial loading, driving speed and lubricating oil etc., vary in the testing. For example, when the axial force is loaded on a bearing, three axis vibration accelerations on the outer ring will vary at the same time. Using the presented measuring method, and we can obtain a mechanical performance of vibration level dB value via axial load. Fig. 4 and Fig. 5 are corresponding to the vibration behaviors of tapered roller bearing and angular contact ball bearing, respectively. Their vibration performances are totally different. For a tapered roller bearing (model 30202), three axis vibration accelerations are nearly stable in the given range of axial loading. For an angular contact ball bearing (model 7003), the radial vibration will be obviously reduced, and the axial vibration will be increased as the axial load tends to large. Though the circumferential vibration is smaller than other, and it will vary with the axial force also.
Fig. 430202 bearing vibration acceleration under axial force
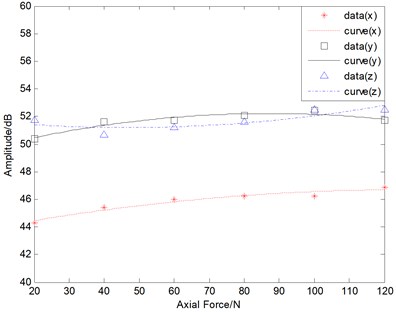
Fig. 57003 bearing vibration acceleration under axial force
5. Discussion
The vibration velocity is also used to assess the vibration performance of bearing in manufacturing engineering. The presented measuring technology of bearing three-axis vibration, combined with the data integration processing [4], can be easily extended into the evaluation of vibration velocity on the outer ring of bearing.
For a deep groove ball bearing, the axial or circumferential vibration level is relatively weaker, so the radial vibration can be immediately looked as a primary translation vibration.
6. Conclusions
Combined with computer hardware and software technology, three axis vibration acceleration sensors can be applied to investigate the condition of bearing vibration. The lower noise environment is assurance to three axis vibration acceleration measurement with higher accuracy. The presented concept of primary translational vibration based on vector superposition has strict physical significance, and it can reasonably evaluate the vibration level of tapered roller bearing.
1) The presented measuring method can avoid undervaluation of bearing vibration, especially for a tapered roller bearing and angular contact ball bearing.
2) Three axis vibration measuring technology can be used as a broader observation tool to recognize the bearing vibration source.
References
-
ISO 15242-1:2004, Rolling Bearings – Measuring Methods for Vibration – Part 1: Fundamentals.
-
ISO 15242-2:2004, Rolling Bearings – Measuring Methods for Vibration – Part 2: Radial Ball Bearings with Cylindrical Bore and Outside Surface.
-
ISO 15242-3:2006, Rolling Bearings – Measuring Methods for Vibration – Part 3: Radial Spherical and Tapered Roller Bearings with Cylindrical Bore and Outside Surface.
-
Huang Dishan, et al. A wavelet-based algorithm for numerical integration on vibration acceleration measurement data. Journal of Vibroengineering, Vol. 16, Issue 7, 2014, p. 3469-3479.
About this article
The authors would like to acknowledge the support of the National Natural Science Foundation of China (Grant No. 51575330).
