Abstract
The paper describes the algorithm and real-time software application named “VibroTest”, created in National Instruments LabVIEW Environment for determine the status of the machine based on the standard ISO 10816-1 Mechanical vibration. Evaluation of mechanical vibration by measurements on non-rotating parts – part 1: General guidelines [1]. The study includes the methods of the measurement, the concepts of the measurement system and the method of the calculation.
1. Introduction
Machines that generate vibroacoustic processes are tested at every stage of their life cycle. Since the greatest changes in the level of machines’ pulsation are occurring during the exploitation, vibration parameters are often used to evaluate their operation. The states of machines are distinguished by different types of indicators (attributes, symptoms). One technical defect can be observed by more than one symptom. In the case of choosing the vibration as a physical phenomenon that reflects changes in the machine (in the case of electrical machines and internal combustion engines it is not essential useful process) can be determined by observing many of the symptoms in both the time and the frequency domains [2-7]. The purpose of “VibroTest” application is to compare the measured values to the values and the threshold limit value levels. The developed application allows the measurement and analysis of vibroacoustic signals [9, 11] and is a virtual instrument [12, 13] that can be used both for research purposes (when the results of the program will be extended to their own unique criteria), as well as industrial and educational (when the results of the program will be limited to the criteria contained in the standard). Modern measurement tools used in the industry and the laboratories are often based on virtual instruments and apparatus [10, 11].
2. Methodology of measurement of the mechanical vibration
Factors affecting the accuracy of the measurement in the time and the frequency domains are based on ISO 10816-1 [1] as follows:
• the frequency band depends on the type and the individual characteristics of the machine but most commonly used is 10-1000 Hz,
• velocity measured in three orthogonal directions --,
• velocity measured at the operation of the machine,
• the vibration measuring instruments complying with the conditions of the effective speed of the frequency band,
• the permissible error of 10 %,
• averaging measuring time is at least 1 s,
• measuring devices with dignity with the recommended instructions,
• the measurement is performed on the machine shaft axis,
• the vibration transducers mounted a way to provide a linear signal processing,
• the measured values read from the highest speed (on-line in real-time),
• the vibration transducers mounted in the correct manner, which does not introduce additional error.
Table 1 describes the machines vibrations limits for four classes of tested devices: Class I – machines may be separated driven, or coupled units comprising operating machinery up to approximately 15 kW (approx 20 HP), Class II – machinery (electrical motors 15 kW (20 HP) to 75 kW (100 HP)) without special foundations or rigidly mounted engines or machines up to 300 kW (400 HP) mounted on the special foundations, Class III – machines are large prime movers and other large machinery with large rotating assemblies mounted on rigid and heavy foundations, which are reasonably stiff in the direction of the vibration, Class IV – includes large prime movers and other large machinery with large rotating assemblies mounted on foundations, which are relatively soft in the direction of the measured vibration (i.e., turbines generators or gas turbines greater then 10 MW (approx 13500 HP) output). The state of machine are divided for four category; A – good, B – satisfactory, C – unsatisfactory, D – unacceptable.
Table 1Permissible values of vibration in relationship to state of the machine
RMS velocity [m/s∙10-3, 10-10000 [Hz] | Class machine to be test | ||||
Above | To | I | II | III | IV |
– | 0,71 | A | A | A | A |
0,71 | 1,12 | B | |||
1,12 | 1,8 | B | |||
1,8 | 2,8 | C | B | ||
2,8 | 4,5 | C | B | ||
4,5 | 7,1 | D | C | ||
7,1 | 11,2 | D | C | ||
11,2 | 18 | D | |||
18 | – | D | |||
3. Description of application “VibroTest” realized in LabVIEW
“VibroTest” is application for acquisition, processing, archives, visualization and evaluation of the mechanical vibration of the tested machines based on vibroacoustic signals implemented in National Instruments LabView programming environment. LabView is the environment in which programmed in a graphical language. Software requirements include the operating systems, such as: Linux, Windows, Mac OS X [12].
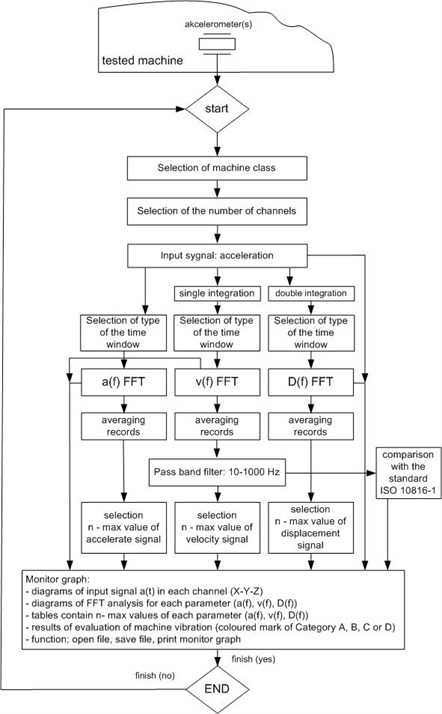
The task of the developed algorithm (see Fig. 1) is the acquisition and processing of measuring data and visualization according to the methods of measurement and evaluation of vibration machines for their technical diagnostics according to standard ISO 10816-1 [1]. In “VibroTest” application system were used accelerometers as vibration transducers. The following parameters are registered and analysed during measurements:
• acceleration of vibration (as function of time) – : peak – ,
• velocity (as function of time) – : peak – , RMS – VRMS,
• displacement (as function of time) – : peak – .
The standard [1] requires a velocity measurements in three axes --. The program was carried out using three identical processing channels, all of them are responsible for processing the signal from the accelerometer for one axis, wherein the measurement is performed. In the first step, there is an input signal shown in a graph (block Waveform Graph). Then the signal is processed using Spectral Measurement block, which was selected by Hanning window of time. The spectrum of the vibration acceleration is shown in the graph on the block Spectral Measurement. In the next step of processing speed spectrum was obtained. To obtain the frequency spectrum of the integrator we used integral , and then it was used Spectral Measurement block. To plot a graph of the velocity spectrum we used (block Waveform Graph). The spectrum of the displacement was obtained using two integrating units integral , serving a dual function of the integral of the input signal. To realize the displacement spectrum it was used Spectral Measurement block. To illustrate the displacement spectrum we used chart (block waveform graphs). To enable or disable channels it was used Structure Case structure, which may be the Spectral Measurements blocks and blocks Integral, as well as block Index Array. Block Index Array takes the examinations and determining the frequency for which the amplitude of the signal occurs. The Case Structure Boollean was connected to the type that switches on and off the channel.
Fig. 1Algorithm of signal processing and visualization tips for assessment of the equipment and the machines
The Graphical User Interface (see Fig. 2) is used for the measurement and the evaluation of the vibration machine under test, according to ISO 10816-1 [1]. Vibrations stationary machines cover speed from 10 to 200 RPM/s or from 600 to 12000 RPM/min. The final score of the program is the task of determining the status of the test machine. The user begins the work of the channel selection and determination of the group to which the test machine. The four groups are distinguished machines that are divided into power and their size. The first group includes motors up to 15 kW. Then there are engines from 15 to 75 kW and 300 kW machines. The third group consists of more than 300 kW machines and motors with power above 75 kW, which satisfy the conditions of the rigid setting. The last group is a machine with a capacity of more than 300 kW and motors with power above 75 kW, which satisfy the conditions of the elastic settings. Then, on the button, the selection of the group to which the test machine and the selection of the group. The next step is to go to the charts. The first graph shows the signal generated by the machinery.
The second graph shows the spectrum of the acceleration expressed as function of frequency – . The next chart is the velocity spectrum expressed, as . The last graph is the expressed spectrum shift, as function. Acceleration is the magnitude of vibration and the frequency range is from 10 to 1000 Hz. Speed is the integral of the acceleration, and the whole of the speed gives displacement. Vibration velocity measured in three orthogonal directions. Spectra were used to depict the graphs. In each chart there are blocks showing frequency and amplitude. The blocks are provided to illustrate the amplitude, of which is dependent on frequency. There are three blocks of frequency and amplitude for each graph. Each block is dependent on the attached channel. With these buttons one can determine the amplitude at any given frequency. The next element is to provide the 4 largest amplitudes in the range of 10 to 1000 Hz. In the first row there were placed four maximum amplitudes for the velocity. The next row contained were four maximum displacement amplitude. For each maximum amplitudes we arranged blocks to show a particular frequency corresponding to a relevant amplitude. For each measured maximum amplitudes are determined. Next are estimated the effective velocities (VRMS). With this value, one can specify the operating status of the machine. We determine the state of the machine according of the ISO 10816-1 [1]. The standard has been defined ranges for the respective groups of machines.
Fig. 2“VibroTest” Graphical user interface GUI indicates the status of the machine under test
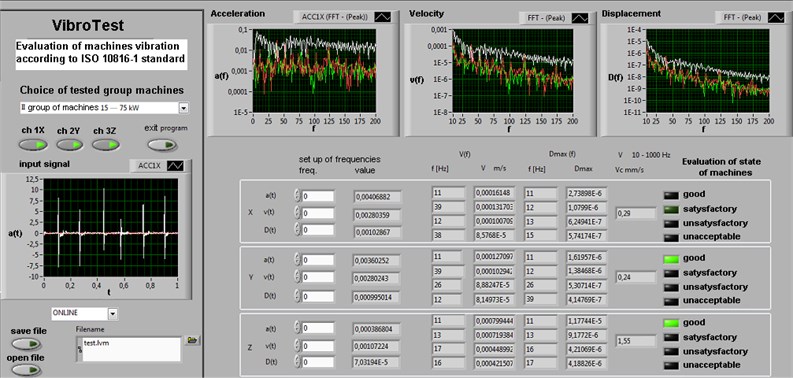
Four states are distinguished, if the first condition is good that the program determines the color green, the next state is satisfactory. Color describing this state is dark green. The third state is temporarily and acceptable color describing this status is yellow. The last condition is a state machine that displays unacceptable here we have red color. Therefore, next to a table with maximum values, there are four indicators similar to LEDs that are to inform the user who is responsible for the condition of the tested machine.
4. Summary
The article presents a developed program “VibroTest” – virtual engineering tool to assess the state of the machine basis on it. This generated NVH processes using LabVIEW software.
The methodology for measuring and evaluating the vibration of the machines based on the ISO 10816-1 standard [1]. The application allows for a further extension of the other standards as well as the procedures based on the author experience and his knowledge.
As part of the work on the basis of analysis of the literature and recommendations contained in the standard, there was developed algorithm based on the evaluation of the machines noises and the vibration signals. Continuation of the built up algorithm was the development and the implementation of applications for acquisition, measurement data processing and visualization of the acronym “VibroTest”. The use of this application accelerates measurements and automatically evaluates the vibration machines in the laboratory, in the ship’s engine auxiliary rooms, and in the manufactures.
Further studies are directed towards the application of automatic effective recognition processes to the virboacoustic imaging (e.g. artificial intelligence algorithms – artificial neural networks, multidimensional analysis – supportive vectors machine). Such systems are successfully used in identification of vibroacoustic images used in supporting long-term environmental monitoring systems [16, 17].
References
-
The Standard ISO 10816-1. Mechanical Vibration. Evaluation of Mechanical Vibration by Measurements on Non-Rotating Parts – Part 1: General Guidelines.
-
Żółtowski B., Niziński S. Modeling Process of Machine Operation, Manual, Bydgoszcz-Sulejówek, 2002.
-
Listewnik K. Symptoms of Limit States Ship Synchronous Generator in the Diagnosis of Electric Power Set. Ph.D. Thesis, Polish Naval Academy, Gdynia, 2002.
-
Listewnik K. Examination of technical state marine genset under varying load conditions by vibroacoustical method. Proceedings of International Conference Perspectives and Development Systems Rescue, Security and Defence in the XXI century, Balt Military Expo, Gdańsk, 2005, p. 415-422.
-
Listewnik K. Symptoms of limit values of synchronous generator set of ship for the diagnosis of electrical plant. Scientific Journal of Polish Naval Academy (SJ of PNA), Vol. 47, 2006, p. 69-74.
-
Listewnik K., Polanowski S., Dereszewski M., Żukowski J. Preliminary evaluation of effective vibration analysis for the fault diagnosis of natural gas engine-driven compressor. Journal of KONES, Vol. 18, 2011, p. 243-250.
-
Grzeczka G., Listewnik K. Microcomputer based diagnostics system. Proceedings of International Carpathian Control Conference, 2001, p. 467-472.
-
Czech P., Wojnar G., Burdzik R. Application of the discrete wavelet transform and probabilistic neural networks in IC engine fault diagnostics. Journal of Vibroengineering, Vol. 16, Issue 4, 2014, p. 1619-1639.
-
Burdzik R., Konieczny L. Application of Vibroacoustic Methods for Monitoring and Control of Comfort and Safety of Passenger Cars. Mechatronic Systems, Mechanics and Materials II, Book Series: Solid State Phenomena, Vol. 210, 2014, p. 20-25.
-
Jamro E., Cioch W. Digital signal acquisition and processing in FPGAs, Przegląd Elektryczny, Vol. 85, Issue 2, 2009, p. 7-9.
-
Jamro E., Wielgosz M., Bieniarz S., Cioch W. FPGA-ARM heterogeneous system for high speed signal analysis. Solid State Phenomena, Vol. 180, 2012, p. 207-213.
-
Chruściel M. LabVIEW Manual. BTC Legionowo, 2008.
-
Jerome J. Virtual Instrumentation Using LabVIEW. PHI Learning Pvt. Ltd., 2010, p. 416.
-
Dąbrowski D., Jamro E., Cioch W. Hardware implementation of artificial neural networks for vibroacoustic signals classification. Acta Physica Polonica A, Vol. 118, Issue 2010, 1, p. 41-44.
-
Dąbrowski D., Cioch W. Neural classifiers of vibroacoustic signals in implementation on programmable devices (FPGA) – comparison. Acta Physica Polonica A, Vol. 119, Issue 6A, 2011, p. 946-949.
-
Klaczynski M., Wszolek T. Artificial intelligence and learning systems methods in supporting long-term acoustic climate monitoring. Acta Physica Polonica A, Vol. 123, Issue 6, 2013, p. 1024-1028.
-
Wszołek T., Kłaczyński M. Automatic detection on long-term audible noise indices from corona phenomena on UHV AC power. Acta Physica Polonica A, Vol. 125, Issue 4A, 2014, p. A93-A98.
About this article
